数控机床的结构与数控机床向网络化方向发展
【一】、数控机床的结构
随着科技的发展,数控机床控制系统的研究也有了新的发展,可编程逻辑控制器(PLC)取代了传统的数控机床电气控制系统,传统的机床控制器都是用继电器和接触器来控制的。因为技术的不完善导致控制器的线路很多结构也很复杂,护理成本高,也很容易发生故障,所以传统的继电器和接触器对机床的控制方案也逐渐被淘汰。采用可编程逻辑控制器的电气控制系统不需要经常地换零件,想要加工不同的工艺只要修改相关的参数和代码就可以转变工艺,这样不仅节约大量的成本,也减少了因为换零件及工艺所浪费的时间,进一步体现了数控机床控制系统的自动化能力。
在数控机床的加工过程中,由于机械磨损或是人员操作不当可能会引发一些问题。为了预防在操作过程中对操作人员和加工零件造成不的伤害和损失,就要进行紧急停比或者是超程处理。
1、通常情况下,急停按钮是不会接通的,它的开关接触点处于一种关闭的状态。每当按下急停按钮之后,急停按钮的接触点就会断开,这个时候系统中急停按钮所控制的回路继电器就会断开,为移动装置提供动力的电源随之被切断,与此同时,控制系统对系统发出急停的信息,使设备处于停比状态,这个信息也是对系统的程序进行复位。
2、通常情况下,超程限位的程序是处于松开的状态。在操作数控机床时,压下某条轴的超程限位开关,其接触点就会断开,使其所在的控制回路中的继电器断电,同时向系统发出超程报警信息。
伴随着数控技术的不断发展,数控机床上PLC对逻辑处理的功能也越来越完善,但其作用还未充分发挥出来,因此,就需要设计一套非常合适和完整的电气控制系统跟它配合,使其他部分的选型有一个非常好的兼容性。选型性能对电气控制系统是非常重要的,其各个独立选型的性能的兼容性对各个部分的正常发挥也有重要的作用。PLC的应用在功能和成本上对数控机床的使用上有着非常大的优势,我国对数控机床的应用和生产已经非常广泛了。由于科技水平还不够高,我国生产加工技术和工艺的提高还存在非常多的制约因素。所以,改良电气控制技术的设计方法,对生产、加工精度和生产效率具有重要的意义。
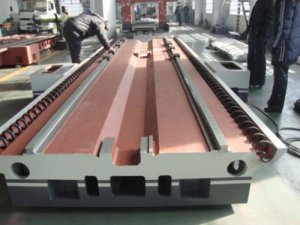
机床床身是机床的基础件,具有足够的静、动刚度和精度能保持的特性。移动立柱式卧式床身通常都采用T型床身。它由横置的前床身(又叫横床身)和与它垂直的后床身(又叫纵床身)组成。T型床身有整体式和分离式两种。固定立柱式卧式床身适用于小型卧式机床,它一般采用整体结构。为提高床身的刚性,数控卧式车床一般采用斜床身。斜床身可以机床切削加工时的受力情况,截面可以做成封闭的腔形结构,以提高床身刚性。内部可以填充泥芯和混凝土等阻尼材料,在振动时利用相对磨损来耗散振动能。
【二】、数控机床向网络化方向发展
数控系统的网络化,主要指数控系统与外部的其它控制系统或上位计算机进行网络连接和网络控制。近竞相研究和的数字制造(又称“e一制造”)、网络制造等生产理念都与数控系统网络化有很大的关系。
数控系统的网络化进一步了柔性自动化制造技术的发展,现代柔性制造系统从点(数控单机、加工中心和数控复合加工机床)、线(FMC、FMS、FTL、FML)向面(工段车间独立制造岛、FA)、体(CIMS、分布式网络集成制造系统)的方向发展。柔性自动化技术以易于联网和集成为目标,同时注重加强单元技术的开拓、完善,数控机床及其构成柔性制造系统能方便地与CAD、CAM、CAPP、MTS联结,向信息集成方向发展,向开放、集成和智能化方向发展。
数控系统的网络化技术也体现在远程监控与诊断方面。当数控系统产生故障时,数控系统生产厂家可以通过In-ternet对用户的数控系统进行诊断与维护,可以减少维护的盲目性,提高设备完好率。满足用户对数控机床的远程故障监控、故障诊断、故障的要求。如天津大学的远程监控与诊断网已付诸实施。
数控系统的网络化技术还体现在远程操作和培训。通过把数控加工机床像办公网络中的共享打印机一样共享到网络上,满足某些制造行业对加工设备远程操作的要求(如火箭发动机装药后的加工)以及远程培训的要求。
数控系统的网络化技术还可以提供大容量存储器,实现资源共享。我国现有的大部分数控系统内存较小,没有网络功能(速度较低的DNC接口),没有大容量存储设备(如硬盘)。而大型复杂模具加工程序量非常大,一般以IMB为计量单位。应用网络数控系统即可在高速局域网上满足CAD/CAM系统与数控系统进行大容量信息的通信与文换的要求。